精密板金加工/装置用部品/機構部品/筐体加工/カバー/シャーシ/板厚加工/タレパン/NCT/レーザー/長野県/岡谷市
工程紹介
|
|||||||||
|
|||||||||
|
|||||||||
|
|||||||||
|
|||||||||
|
|||||||||
お問い合わせ ▲

まずは、お電話、Fax、メール、ホームページなどからお問い合わせください。当社にご訪問での打合せも可能となっておりますので お気軽にお問い合せください。工場見学なども随時対応可能となります。

図面展開 ▲
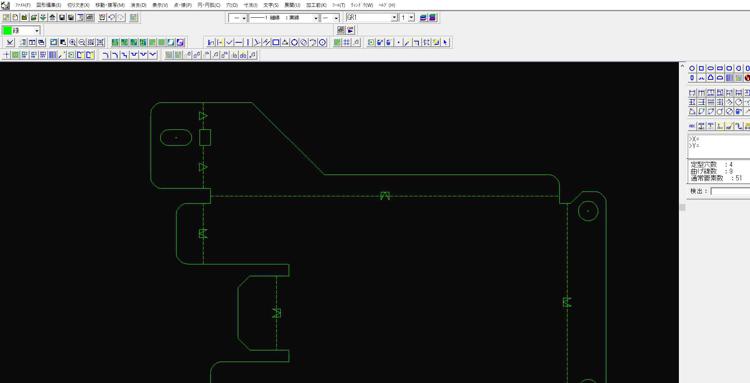
図面に示された設計者の意図を勘案し、加工しやすい方法、品質、コスト(加工時間)なども考慮しながら、曲げ・溶接加工を行う前の形状(ブランク形状)を求めることにより、展開図を作成し、展開形状に合わせて、どのようにブランク加工するかを決定し、さらに工程設計をしていきます。
ブランク加工 ▲

板上の鋼板材から製品を抜き取る加工をブランク加工と言います。レーザー加工機とタレットパンチプレスという二種類があり、レーザー加工機は材料にレーザーを照射し局部的に溶融させ、アシストガスを噴き付けて溶融物を噴き飛ばすことで切断を行っています。タレットパンチプレスはタレットと呼ばれる円形の金型ホルダーに丸や四角など様々な形状の金型を上下に取り付けプレスすることで鋼板に穴を開けて形を作っていきます。
製品の形状・材質・板厚・ロット数によって最適な加工方法と加工機を選択します。上記のような、二種類の加工方法を同時にできる加工機がレーザー・パンチ複合機です。レーザー加工機とターレットパンチプレスの機能を持ちコスト面・品質面で最適な加工方法を取ることができ、加工コストを最小限に抑えることができます。
バリトリ ▲
パンチ加工による「せん断加工」の場合、素材が引きちぎられる過程でバリが発生します。素材が引きちぎられる際、素材の一部が下型のクリアランスに流れ込むことが原因で素材の抜け側に発生します。
①工具を使ったバリ取り方法
工具を使い、作業者が手作業でバリ取りを行います。
ヤスリ、ササッパー、リューター、ベルトサンダー
②専用機を使ったバリ取り方法
Audebu(ブラシ式バリ取り機)、デバリング、MD-500、バレル
バーリング ▲
タップ ▲
皿モミ ▲
圧入 ▲
ハイスピンカシメ ▲
曲げ ▲
スポット溶接 ▲
スポット溶接は、抵抗溶接の一種で溶接したい2片の金属の上下を電極で挟み込み、接触部を加圧しながら大電流を流すことで電気抵抗により材料が局部的に発熱し、溶融して接合される溶接工法です。自動車をはじめ身の回りの様々な製品に使用されているメジャーな溶接方法です。テーブルスポット溶接機、足踏みスポット溶接機を使用して溶接します。
スタッド溶接 ▲
TIG溶接 ▲
半自動溶接 ▲
ファイバー溶接 ▲
ファイバーレーザー溶接とは、ファイバーレーザーを用いて行うレーザー溶接のことです。高精度で高密度なレーザー光を使うことで、ビードが小さく、溶け込みも深く、熱による変色や変形が少ない溶接を実現します。レーザーによる非接触な局所加熱、ビームの小径スポットによる高いエネルギー密度によって、ビード幅に対する溶け込みがTIGレーザー溶接よりも深いという特徴があります。そのため、溶接による焼けや歪みが少なく、高品質な溶接を実現することができます。この特徴から、薄板板金の溶接に適しており、熱による歪みが発生しやすい薄板溶接であっても、歪みが少なくきれいに溶接を行うことができます。
リベット組立 ▲
リベットは、部材同士を締結する手段として古くから使われています。 リベットは、頭部とねじ部のない胴部からなり、穴を開けた部材に本体を差し込んでリベッターといわれる専用工具でかしめることで反対側の端部を塑性変形させて接合させるものです。
検査 ▲
精密板金加工は高精度が要求される製品が多いです。図面仕様を満たしているか検査を行い保証したうえで納入します。ノギス、ハイトゲージ、ダイヤルゲージ、画像測定器、3次元測定器などを駆使して測定します。

梱包 ▲
高精度で完成した製品が輸送によって変形したり、傷がついたりしないように大切に取り扱い、丁寧に梱包します。量産品は専用の箱を設計したり、梱包手順書を作成して、梱包品質も高めております。

共栄工業株式会社
TEL:0266-23-2266
FAX:0266-22-0681